01 选择性激光熔化(SLM)
SLM选择性激光熔融3D打印使用的是大功率光学激光器,需要使金属粉末完全熔化,直接成型金属件,因此需要高功率密度激光器激光束开始扫描前,水平铺粉辊先把金属粉末平铺到加工室的基板上,然后激光束将按当前层的轮廓信息选择性地熔化基板上的粉末,加工出当前层的轮廓,然后可升降系统下降一个图层厚度的距离,滚动铺粉辊再在已加工好的当前层上铺金属粉末,设备调入下一图层进行加工,如此层层加工,直到整个零件加工完毕。整个加工过程在抽真空或有气体保护的加工室中进行,以避免金属在高温下与其他气体发生反应。
选择性激光熔化技术的优势
1.直接制造金属功能件件,无需中间工序;
2.良好的光束质量,可获得细微聚焦光斑,从而可以直接制造出较高尺寸精度和较好表面粗糙度的功能件;
3.金属粉末完全熔化,所直接制造的金属功能件具有冶金结合组织,致密度较高,具 有较好的力学性能,无需后处理;
4.粉末材料可为单一材料也可为多组元材料,原材料无需特别配制;
5.可直接制造出复杂几何形状的功能件;
6.特别适合于单件或小批量的功能件制造。选择性激光烧结成型件的致密度、力学性能较差;电子束熔融成型和激光熔覆制造难以获得较高尺寸精度的零件;相比之下,选择性激光熔化成型技术可以获得冶金结合、致密组织、高尺寸精度和良好力学性能的成型件,是近年来快速成型的主要研究热点和发展趋势。
02 电子束熔化(EBM)
EBM电子束3D打印需要在真空条件下通过电子束逐层熔化金属粉末进行打印,是一种在高度真空状态下采用高能高速的电子束选择性地轰击金属粉末,从而使得粉末材料熔化成形的快速制造技术。EBM技术的工艺过程为:先在铺粉平面上铺展一层粉末;然后,电子束在计算机的控制下按照截面轮廓的信息进行有选择的熔化,金属粉末在电子束的轰击下被熔化在一起,并与下面已成形的部分粘接,层层堆积,直至整个零件全部熔化完成;最后,去除多余的粉末便得到所需的三维产品。上位机的实时扫描信号经数模转换及功率放大后传递给偏转线圈,电子束在对应的偏转电压产生的磁场作用下偏转,达到选择性熔化。
电子束熔化技术的优势
电子束直接金属成形技术采用高能电子束作为加工热源,扫描成形可通过操纵磁偏转线圈进行,没有机械惯性,且电子束具有的真空环境还可避免金属粉末在液相烧结或熔化过程中被氧化。电子束与激光相比,具有能量利用率高、作用深度大、材料吸收率高、稳定及运行维护成本低等优点。EBM技术优点是成型过程效率高,零件变形小,成型过程不需要金属支撑,微观组织更致密等 电子束的偏转聚焦控制更加快速、灵敏。电子束的偏转和聚焦利用磁场完成,可以通过改变电信号的强度和方向快速灵敏的控制电子束的偏转量和聚焦长度。电子束偏转聚焦都是在磁场中完成,因而不会受到金属蒸镀的影响;
03 (SLM)VS(EBM)设备特点对比
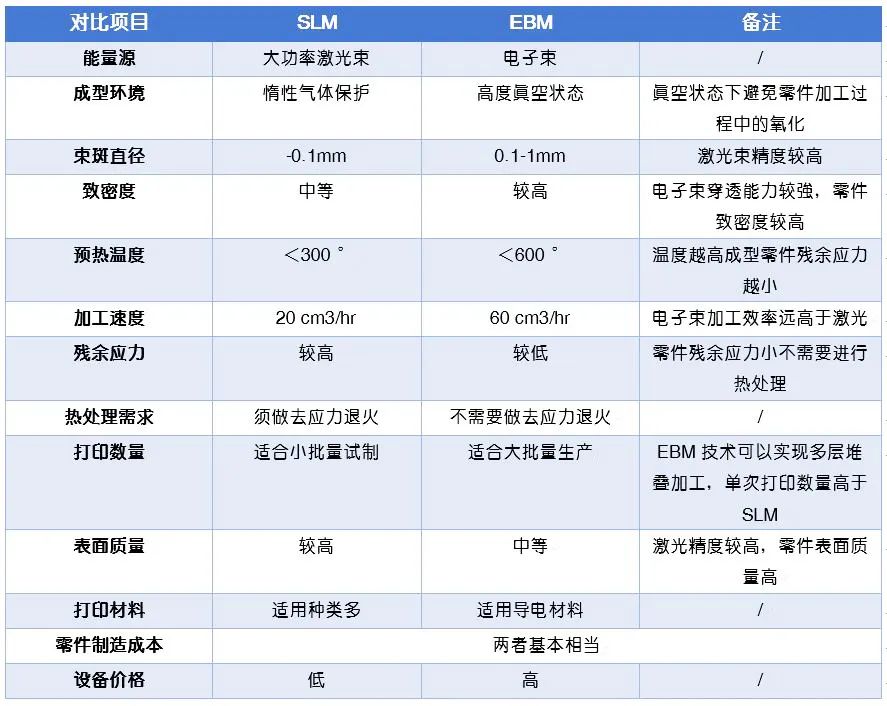
对比总结
1、热源不同,SLM采用激光为热源和EBM采用电子束作为热源。金属材料对激光都存在不同程度反射,因此SLM对能量的利用率不及EBM,但是SLM的束斑相对于EBM更小一些,更有利于成形精细的零件特征和复杂的零件形状。EBM能量利于高,更有利于制造高导热金属、高温合金、高熔点金属零件。
2、成形工作环境不同,SLM技术在惰性气体条件下熔化成形,EBM技术在真空条件下熔化成形,相比较EBM技术更有利于避免零件加工过程的氧化和增氧。
3、工作成形热温度不同,SLM最多可预热温度300℃,EBM技术可采用电子束扫描对每一层金属粉末扫描预热,使零件在600~1200℃范围内加工成形,可大幅减小成形零件的残余应力。
4、由于设备工作原理的不同,造成所制造出零件特征也有明显的差异,总体上比较,SLM技术制造的零件具有更好的表面质量和更准确的结构细微特征,非常适合磨具制造领域的应用,但是在某些医疗植入领域,表面粗糙的EBM零件更受欢迎。另外,EBM零件变形和应力开裂的情况更少一些。
5、就生产考虑,EBM生产效率远高于SLM,更适用于大批量生产。
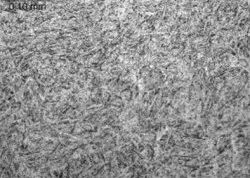
04 金属组织和力学性能对比
SLM与EBM相比,SLM成形过程在较低温度下进行,熔池冷却速度快,更容易形成马氏体等的快冷组织,EBM生产过程通常在退火温度以上进行,熔池冷却速度缓慢。美国Morris Technologies公司进行了Ti-6Al-4V材料SLM和EBM对比生产试验,如图是对比试验SLM与EBM零件金相组织对比,左边图中基本都是很细的针状马氏体,右边图中有大量针状α相,由此可以看出SLM和EBM零件的金属组织存在明显的差异。金属组织的差异必然也会引起零件力学性能的不同,如表3是对比试验试样拉伸试验性能数据,可以看出,SLM试样的强度无论是水平方向还是竖直方向都比EBM试样高,塑性都EBM要低。但是两种工艺形成的试样经过热等静压后组织基本一致,力学性能也差不多。


05 结论
从以上对比分析中可知,目前两种工艺各有各的特点和优势,分别可应用在不同的领域。SLM在零件细节特征和复杂程度方面更具有优势,而EBM在控制零件残余应力方面好于SLM,而且EBM技术生产零件可以不进行热处理。