针对插塞失效的情况,中核武汉核电运行技术股份有限公司的技术人员对射线插塞结构设计进行了优化,同时对插塞焊缝的无损检测技术进行分析,探究适用于不同位置,行之有效的无损检测方法。
射线插塞焊缝结构
检测原理
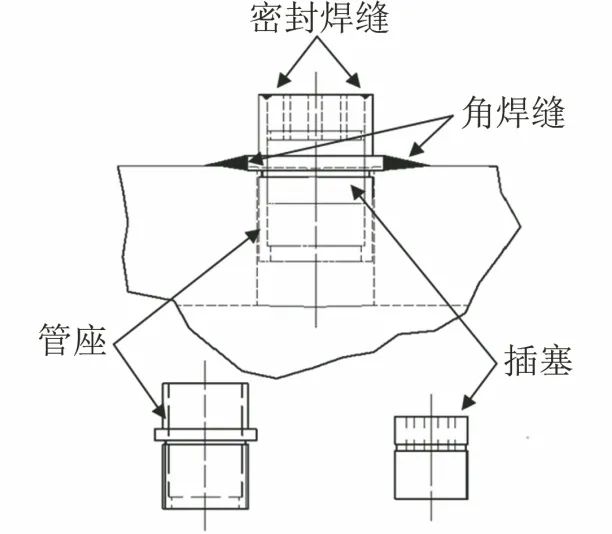
射线插塞一般设计为可拆卸式结构,由管座和插塞两部分组成,插塞管座外径为42mm,插塞直径为29mm,两者材料均为P280GH碳素钢。插塞管座与管道采用螺纹连接后以焊接的方式进行密封,同时为便于插塞的正常开启,防止螺纹咬死,安装插塞与管座螺纹时,要求插塞完全拧入管座后要回退1/4圈,再进行密封焊接。该安装要求必然会导致插塞与管座螺纹配合不紧密,插塞实际处于松动状态,机组运行期间密封焊缝将承受一定的交变载荷。
无损检测技术分析
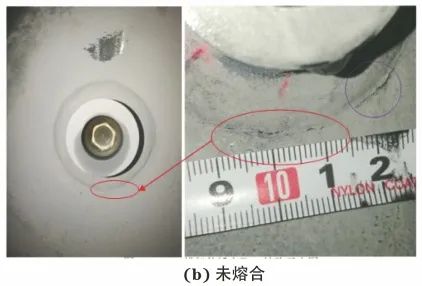
根据设计规范要求,插塞密封焊缝和角焊缝焊后应实施目视检测和液体渗透检测,但目视检测和液体渗透检测均是表面缺陷检测方法,其中目视检测只能对焊缝外观成型、宏观缺陷等进行识别判断,渗透检测也仅能检测表面开口缺陷,无法有效检出焊缝内的气孔、夹渣、裂纹以及角焊缝与管道母材结合区的未熔合缺陷。
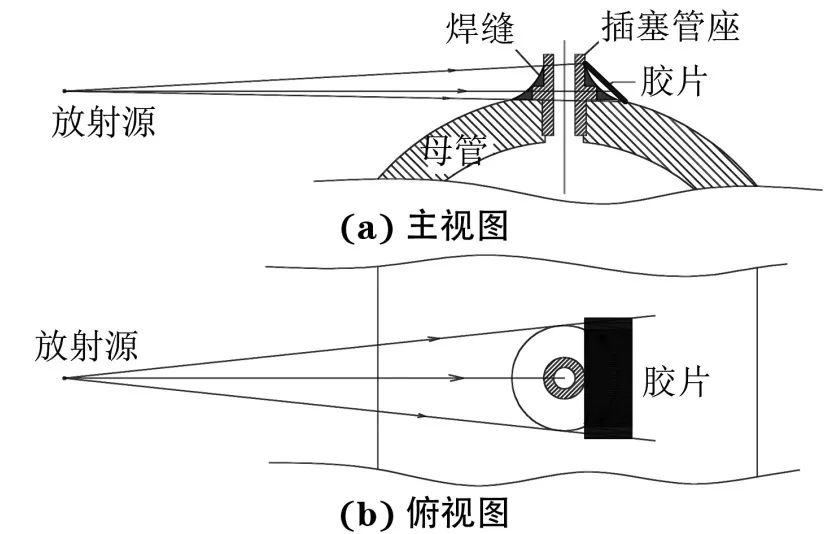
管座外圈与母材间的间隙会在射线底片上形成结构不连续影像,当该影像与焊缝结合处未熔合的影响重叠时,可能难以有效识别缺陷。因此,无法使用射线方法检测插塞角焊缝内部区域。射线插塞焊缝透照方式如图2所示。
由于各种检测方法都有其特点和局限性,如果采用单一方法实施检测,有可能造成特定缺陷的漏检。因此,对于插塞与管座连接的密封焊缝,应采用液体渗透检测方法进行定期检验,同时应增加焊缝熔池深度,提高焊缝强度。对于连接插塞管座与管道的角焊缝,应采用磁粉检测方法检测其表面及近表面区域,采用相控阵超声技术检测焊缝及焊缝与管道结合的区域。
射线插塞焊缝的无损检测工艺
插塞密封焊缝的渗透检测
插塞密封焊缝的焊接方法为手工氩弧焊,焊缝为平面密封焊缝,共焊接2层,打底层要求控制在较小电流范围内施焊。电厂一般要求对插塞本体实施3次渗透检测,第1次为焊接前,第2次为第1层焊好24小时后,第3次为最终焊好24小时后。
插塞管座角焊缝的相控阵超声检测
相控阵超声技术将A型脉冲信号显示为直观的扇扫图像,并且可有效区分焊缝的缺陷波与结构波,对检测对象进行多角度、多方位的扫查,从而可降低缺陷漏检概率,提高检测可靠性。
相控阵超声检测设备及参数
采用Olympus Omniscan MX2型便携式相控阵超声检测仪,匹配两款线阵相控阵探头,其中横波相控阵探头的检测参数为:
① 晶片数量为32,一次激发32个晶片,频率为4MHz,相邻晶片的中心间距为0.7mm,单个晶片宽度为0.6mm,楔块型号为N45S;
② 采用ф1.5mm横通孔对基准灵敏度进行校准;
③ 检测目标为插塞角焊缝内的气孔、裂纹等缺陷。
纵波相控阵探头的检测参数为:
① 晶片数量为16,一次激发16个晶片,频率为5MHz,相邻晶片的中心间距为0.6mm,单个晶片宽度为0.5mm,楔块型号为N0L;
② 以管道母材厚度设置基准灵敏度;
③ 检测目标为角焊缝与管道结合区形成的未熔合缺陷。
采用基于多轴运动的扫查装置辅助实现超声数据采集。
相控阵超声检测工艺
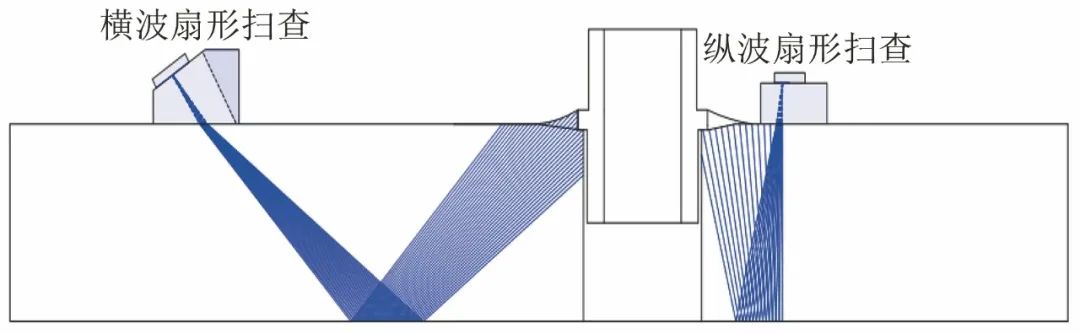
以扇形扫查的方式从管道侧采用一次反射波对射线插塞角焊缝实施检测。其中横波扇形扫查检测角焊缝的内部区域,扇扫角度为40°~55°,相控阵探头前端距角焊缝边缘约150~200mm,检测时绕射线插塞运动整圈;纵波扇形扫查检测角焊缝与管道母材结合区,扇扫角度为-15°~0°,相控阵探头前端距角焊缝边缘约10mm,检测时绕射线插塞运动整圈。两种扇形扫查方式的声束覆盖范围如图3所示。
相控阵探头运动轨迹
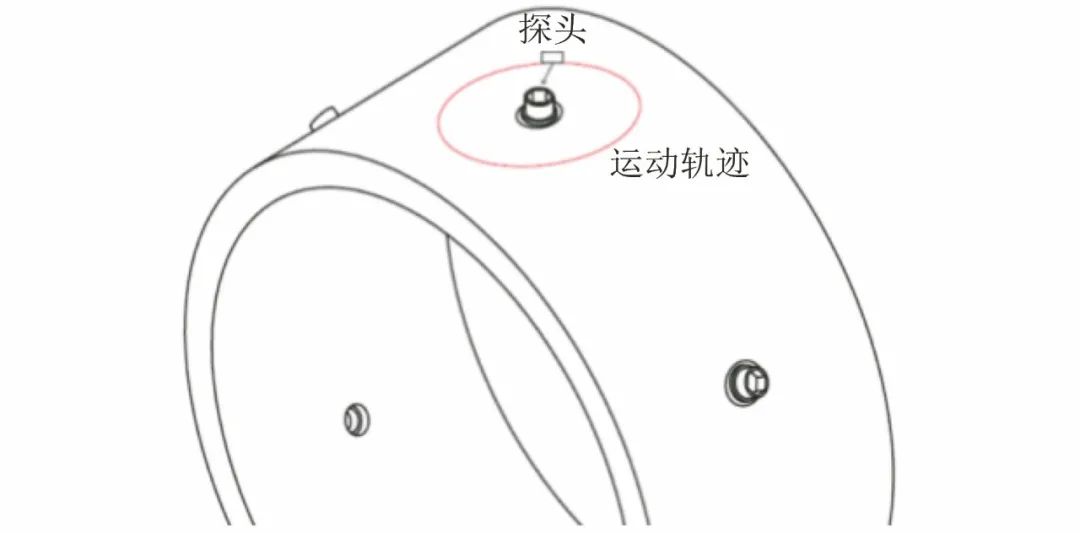
相控阵探头运动时贴合在管道母材上,声束一直指向射线插塞中心,其运动轨迹为椭圆形;探头扫查面与管道母材形成的轨迹为马鞍面,此时要保证探头接触面更小或者采用双曲面探头才能保证有效贴合。相控阵探头运动轨迹如图4所示,相控阵超声检测现场如图5所示。应用轨迹金属圈很好地控制相控阵探头的移动方向及距离。

插塞管座角焊缝的磁粉检测
磁粉检测采用XCEY-III型便携式交叉电磁轭,其提升力不小于118N,采用单相220V,50Hz工频交流电产生磁场,通过移相实现(90°±5)°的电流相位差。磁轭间距为50~100mm时,该磁轭至少应具有135N的提升力;间距为100~150mm时,至少应具有225N的提升力。磁化时,令交叉磁轭中心线与射线插塞中心线重合,保证管座焊缝在交叉磁轭产生的旋转磁场内。
射线插塞焊缝的无损检测试验
模拟试件
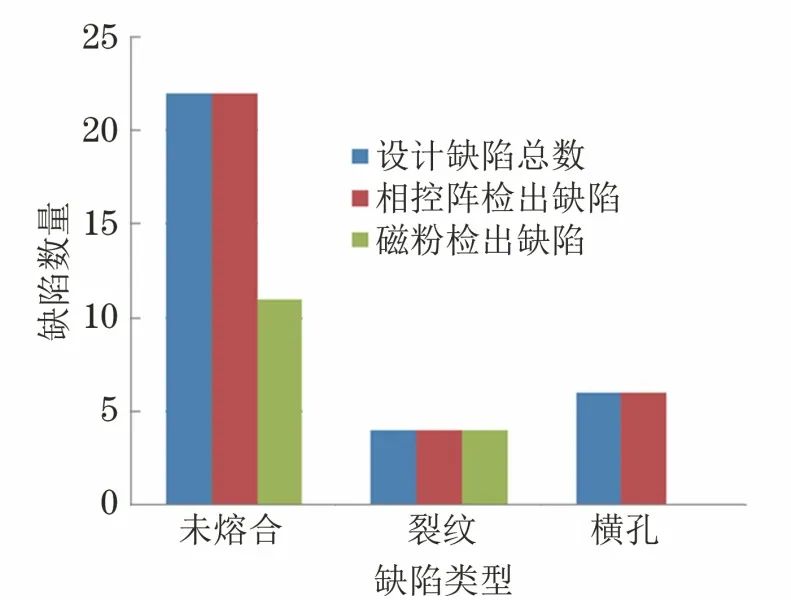
模拟试件的材料、规格与实际管道一致,射线插塞的规格及焊接工艺也与实际的一致。缺陷主要包括:横孔(缺陷数量:3,缺陷最小尺寸:ф1.5mm)、未熔合(缺陷数量:11,缺陷最小尺寸:3mm×2mm)、裂纹(缺陷数量:2,缺陷最小尺寸:5mm×3mm)等。
缺陷的检出
相控阵超声可以检测出模拟试件中所有的裂纹、未熔合及横孔缺陷,磁粉检测可以检出所有的裂纹以及部分未熔合缺陷,详细缺陷检出情况如图6所示。
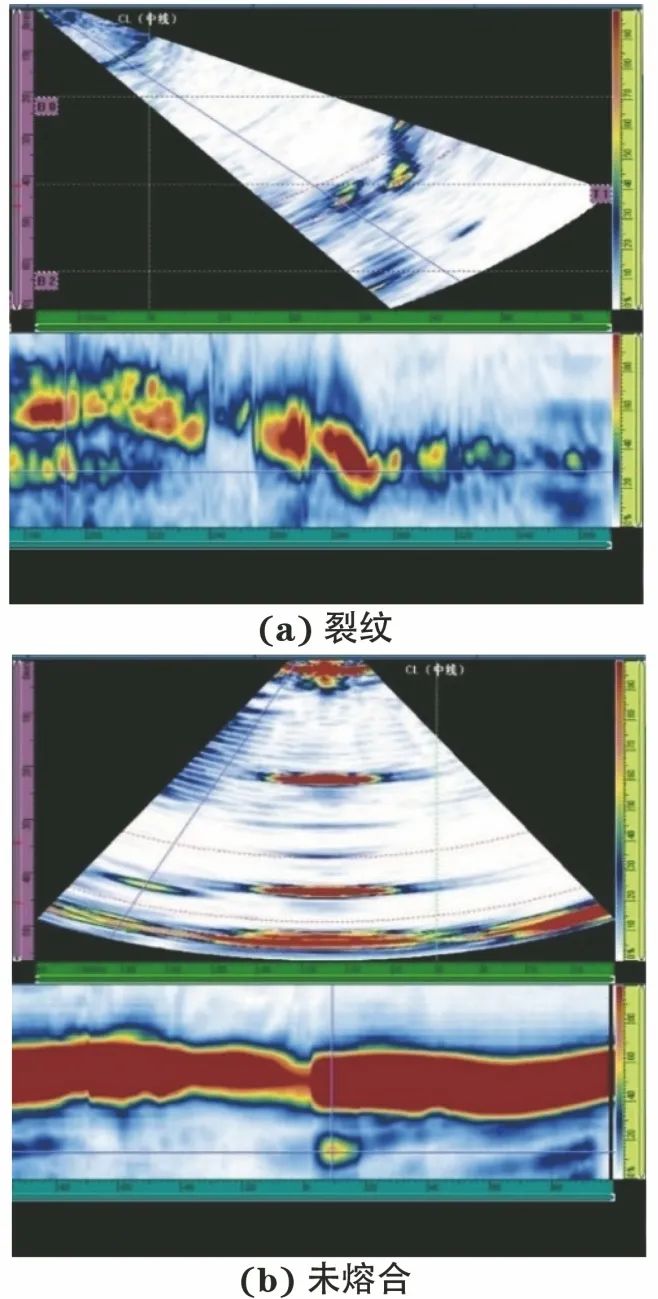
相控阵超声检测未熔合缺陷的平均信噪比为20.8dB,检测横孔缺陷的平均信噪比为17.8dB,检测裂纹缺陷的平均信噪比为8.6dB,所有缺陷的信噪比均大于6dB。裂纹、未熔合缺陷的相控阵超声检测信号如图7所示。
磁粉检测对呈树枝发散状的裂纹缺陷具有较好的检测效果。对于未熔合类缺陷,磁粉检测无法进行完全有效的判定,但可以结合超声检测情况进行综合判定。裂纹、未熔合缺陷的磁粉检测结果如图8所示。
现场应用
在国内某核电厂大修期间,采用该无损检测技术对二回路管道射线插塞的密封焊缝实施了渗透检测,对角焊缝实施了磁粉检测和相控阵超声检测。角焊缝采用Omniscan MX2型相控阵超声检测仪、OmniPC采集软件以及半自动扫查器进行数据采集,现场插塞角焊缝的相控阵超声检测信号如图9所示,插塞管座螺纹区信号在扇形图像中呈垂直分布,与实际工件中保持一致。
结语
相控阵技术可以检出射线插塞焊缝中的未熔合、裂纹等缺陷。磁粉检测技术可以检出射线插塞焊缝中的裂纹缺陷,对未熔合缺陷易产生漏检,但可结合超声检测情况进行综合判定。
对射线插塞角焊缝及密封焊缝采用单一方法实施检测均有可能造成特定缺陷的漏检,因此,对密封焊缝应采用液体渗透检测,对角焊缝应采用相控阵超声与磁粉检测相结合的方式实施检测。
核电厂一回路、二回路系统管道上分布着大量射线插塞,这些插塞用于对管道焊缝进行定期射线在役检查,射线检测前需打磨去除插塞与管座顶部的密封接头后旋出插塞,插入射线检测专用工具后,将Ir-192或Co-60放射源通过导源装置输送到指定位置实施射线检测,检测结束后旋入插塞至底,反向90°拧紧,再对顶部进行密封焊复位。射线插塞也是一回路、二回路系统的高温高压核压力边界,近年来国内外核电厂已发生多起射线插塞焊缝失效而引发的紧急事件,给核电机组的稳定运行带来巨大风险。
针对插塞失效的情况,中核武汉核电运行技术股份有限公司的技术人员对射线插塞结构设计进行了优化,同时对插塞焊缝的无损检测技术进行分析,探究适用于不同位置,行之有效的无损检测方法。